


Vad en rörmaskin faktiskt gör
En rörmaskin är alla drivna eller mekaniskt drivna verktyg som är utformade för att skära, gänga, böja, spåra eller på annat sätt forma rör till en form som är lämplig för installation eller tillverkning. Termen täcker en bred familj av utrustning - från en kompakt handhållen elektrisk rörträdare som en rörmokare bär till en arbetsplats, till en fleraxlig CNC-rörbockningsmaskin som körs i en biltillverkningsanläggning. Vad dessa maskiner delar är ett gemensamt syfte: bearbeta rör med högre hastighet, konsistens och precision än manuella metoder kan uppnå.
Inom VVS, konstruktion, VVS, olja och gas och industriell tillverkning måste röranslutningar hålla under tryck i åratal utan att läcka. Den tillförlitligheten börjar på maskinnivå. En rörgängningsmaskin som skär oprecisa gängor, eller en rörbockningsmaskin som kollapsar rörväggen under en kurva, producerar komponenter som inte fungerar. Förstå de olika kategorierna av rörmaskin – och hur man väljer och använder rätt – är grundläggande för alla hantverkare, tillverkare eller anläggningschefer som arbetar med rörsystem.
Rörgängmaskiner: hur de fungerar och när de ska användas
En rörgängningsmaskin skär utvändiga avsmalnande gängor på änden av ett stålrör, galvaniserat, rostfritt eller svart järnrör. Dessa gängor matchar standardspecifikationerna - oftast NPT (National Pipe Taper) i Nejrdamerika eller BSPT (British Standard Pipe Taper) i Europa och många exportmarknader - vilket gör att röret kan skruvas direkt i en koppling, ventil eller koppling för att bilda en trycktät skarv.
Kärnan i varje gängningsmaskin är ett stanshuvud som håller tre eller fyra härdade skärverktyg. När maskinen roterar röret eller formhuvudet (beroende på designen), biter skärformarna i rörväggen och skär spiralformade spår och tar bort en tunn metallspiral vid varje pass. Skärolja appliceras kontinuerligt under denna process för att kyla formarna, minska friktionen, spola bort metallspån och producera en renare gängyta. Utan tillräcklig skärolja överhettas formarna och mattas snabbt, vilket ger grova gängor som inte tål tolerans.
Manuella rörgängmaskiner
Manuella rörgängare använder en spärrmekanism och ett långt handtag för att rotera stanshuvudet för hand. De kräver fysisk ansträngning från operatören och är bäst lämpade för mjukare rörmaterial - standardstål och galvaniserade rör upp till cirka 2 tum i diameter. De främsta fördelarna är överkomliga priser och portabilitet: en manuell trädare väger väldigt lite, behöver ingen strömkälla och kan användas på platser där elektricitet inte är tillgänglig. För enstaka gängarbeten – en handfull anslutningar per vecka i underhålls- eller reparationssammanhang – ger en manuell maskin adekvat prestanda till låg kostnad.
Elektriska rörgängmaskiner
Elektriska rörgängningsmaskiner använder en induktions- eller universalmotor för att rotera röret automatiskt medan operatören styr formhuvudet i ingrepp. Detta eliminerar det mesta av den fysiska ansträngningen och ökar genomströmningen dramatiskt. En skicklig operatör på en stationär elektrisk gängningsmaskin kan skära en ren gänga på långt under en minut per rörände, jämfört med flera minuters ihållande ansträngning på ett manuellt verktyg. Elektriska maskiner hanterar ett bredare utbud av rörstorlekar - vanligtvis från ¼ tum upp till 4 tum eller mer på större stationära modeller - och kan trä hårdare material inklusive rostfritt stål och tunga väggar.
Bärbara elektriska gängmaskiner kombinerar motordriven drift med en kompakt design som är lämplig för transport mellan arbetsplatser. Dessa är det dominerande valet för professionella rörmokare och rörmontörer som gängar rör dagligen. Stationära verkstadsmaskiner lägger till funktioner som inbyggda rörskruvar, automatiska oljningssystem och integrerade röravskärare och brotschar, vilket gör en enda maskin kapabel att mäta, skära, brotscha och gänga rör i ett kontinuerligt arbetsflöde.
Viktiga specifikationer att jämföra när du väljer en rörgängningsmaskin
| Specifikation | Manuell gängare | Bärbar elektrisk | Stationär elektrisk |
|---|---|---|---|
| Rörstorleksintervall | ¼" – 2" | ¼" – 2" | ¼" – 4" (eller större) |
| Strömkälla | Ingen (handmanövrerad) | 120V eller batteri | 120V eller 230V |
| Trådhastighet | Långsam | Medium–snabb | Snabbt |
| Bästa användningsfallet | Enstaka reparationer, avlägsna platser | Dagligt fältarbete, varierande platser | Verkstadsproduktion i hög volym |
| Automatisk oljning | No | Delvis / manuell | Ja (inbyggt system) |
| Typisk kostnad | Låg | Medium | Hög |
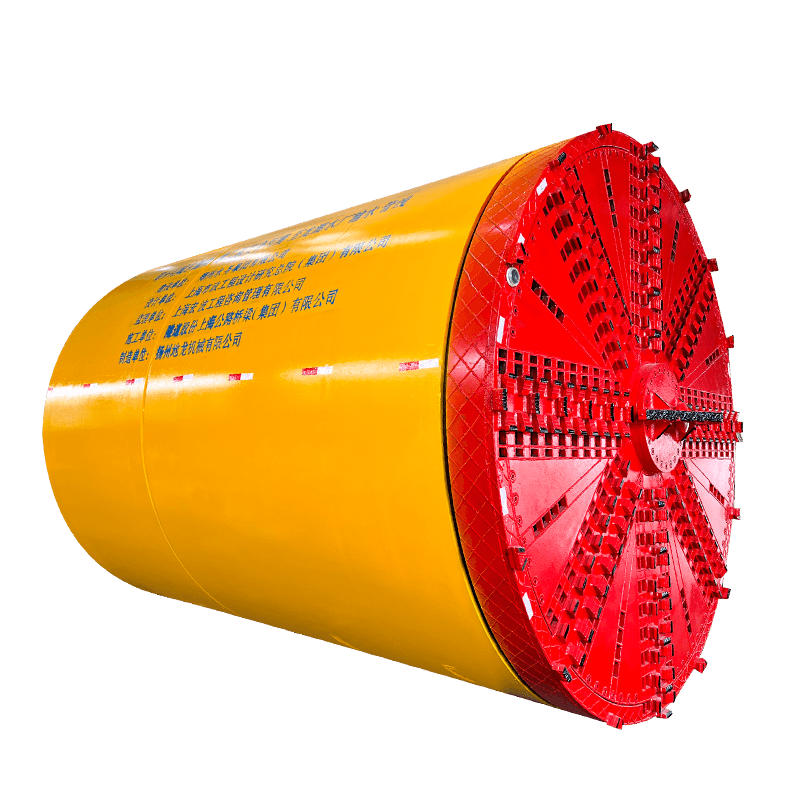
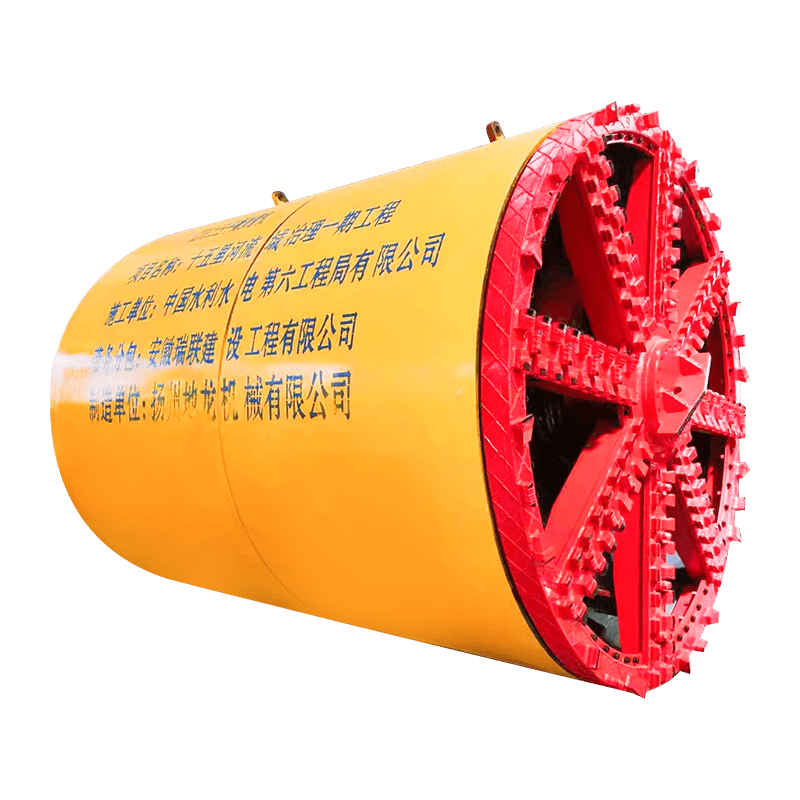
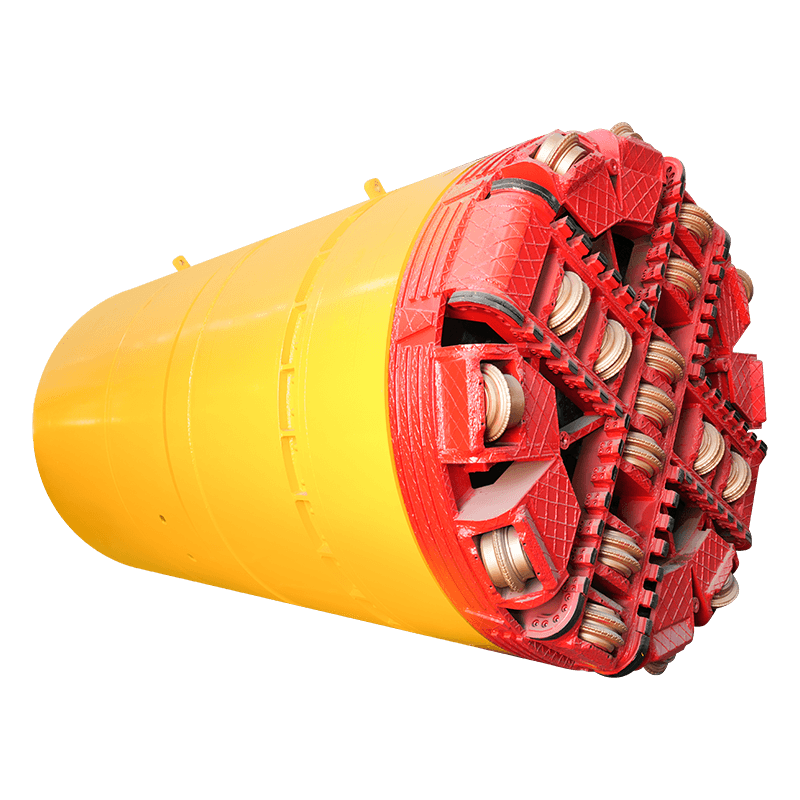
Rörbockningsmaskiner: Forma röret utan att bryta det
En rörbockningsmaskin omformar raka rör till krökta eller vinklade former genom att applicera kontrollerad mekanisk, hydraulisk eller elektrisk kraft mot en formad form. Den tekniska utmaningen vid rörböjning är betydande: utsidan av en böj sträcker sig under spänning medan insidan komprimeras, och rörväggen tenderar att platta till eller skrynklas om kraften inte appliceras korrekt och stöds tillräckligt. De olika bockningsmetoderna och maskintyperna representerar olika tekniska lösningar på denna utmaning, var och en med sin egen avvägning mellan kostnad, komplexitet, noggrannhet och de typer av bockar den kan producera.
Kompressionsböjning
Kompressionsböjning är den enklaste formen av mekanisk rörböjning. Röret hålls mot en fast böjd form av en klämma eller ett block, och en torksko applicerar kraft för att trycka röret mot formens krökta yta. Denna metod är kostnadseffektiv och snabb för böjar med stora radier i tjockare väggar och används ofta i VVS-kanaler, tillverkning av stolsram och grundläggande VVS-applikationer. Dess begränsning är en tendens att platta till eller skrynkla tunnväggiga rör på snävare radier, vilket gör det olämpligt för applikationer som kräver en orörd tvärsektion efter böjning.
Roterande Draw Böjning
Roterande dragböjning är den mest använda precisionsböjningsmetoden inom industriell rörtillverkning. Röret kläms fast vid en roterande böjdyna som drar materialet runt en fast radie. En tryckdyna applicerar kraft på den bakre delen av röret för att förhindra att den dras inåt, och en klämdyna håller den främre delen stadigt på plats. Resultatet är en böj med en konsekvent mittlinjeradie och minimal förvrängning - vilket är anledningen till att denna metod dominerar i bilavgassystem, tillverkning av rullburar, flygrör, strukturella ledstänger och HVAC-applikationer där dimensionell noggrannhet är avgörande.
Roterande dragbockningsmaskiner sträcker sig från manuellt manövrerade bänkenheter lämpliga för ljusrör upp till CNC-styrda system med fleraxlig positionering som kan producera komplexa 3D-geometrier i en enda kontinuerlig operation. För tunnväggiga rör förs en dorn - en exakt formad inre stödstång, ibland med kulsegment - in i röret genom böjningszonen för att förhindra att väggen kollapsar inåt under böjningen.
Hydrauliska rörbockningsmaskiner
Hydrauliska bockningsmaskiner använder trycksatt vätska för att aktivera en kolv eller kolv som levererar mycket hög böjkraft - långt utöver vad en manuell eller elektrisk mekanism kan generera. Detta gör dem till standardvalet för konstruktionsrör med tunga väggar, industrirör med stor diameter och konstruktionsapplikationer där kravet på rå böjkraft är den begränsande faktorn. Hydrauliska maskiner kan konfigureras för roterande dragböjning, push-bockning eller rambockning beroende på den installerade formsatsen, vilket ger dem en bred mångsidighet över rörstorlekar och material inklusive kolstål, rostfritt stål och aluminium.
CNC rörbockningsmaskiner
CNC (Computer Numerical Control) rörbockningsmaskiner automatiserar hela bockningssekvensen genom programmerbar programvara. Operatören matar in böjvinklar, radier, rotationspositioner och matningsavstånd, och maskinen utför varje böj med undergradig noggrannhet och full repeterbarhet från en del till nästa. Fleraxliga CNC-bockare kan producera komplexa 3D-rörenheter - bilavgassystem, hydrauliska ledningar för flygindustrin, slangar för medicinsk utrustning - som skulle vara omöjliga att uppnå konsekvent med manuella metoder. CNC-maskiner uppnår typisk noggrannhet på ±0,5° per böj, och avancerade modeller integrerar streckkodsskanning, automatisk dornpositionering och felkorrigering i realtid för att ytterligare minska skrothastigheten.
Rullbockningsmaskiner
Rullbockare använder tre motordrivna rullar arrangerade i en triangulär konfiguration för att gradvis forma röret till kurvor med stor radie, bågar eller kompletta cirklar. Till skillnad från roterande drag- eller kompressionsböjning är rullböjning en inkrementell deformationsprocess - röret passerar fram och tillbaka genom rullarna flera gånger, med centrumrullen framåt något för varje passage, tills önskad radie uppnås. Rullbockare används ofta i arkitektonisk och strukturell tillverkning för att forma böjda ledstänger, välvda takbalkar, böjda ramar, cirkulära rörringar och spolar med stor diameter. De kan inte producera böjar med snäva radier men utmärker sig vid jämna, kontinuerliga kurvor över långa rörlängder.
Rörskärmaskiner: rena snitt som grunden för varje fog
Varje rörgängning eller svetsning börjar med ett rent, fyrkantigt snitt. Rörskärningsmaskiner sträcker sig från enkla roterande rörskärare för koppar- och stålrör med liten diameter till skärsystem med stor diameter som används vid industriell rörledningskonstruktion. Rätt kapningsmetod beror på rörmaterial, diameter, väggtjocklek och den ändförberedelse som krävs.
Roterande rörskärare
Roterande rörskärare använder ett härdat skärhjul som dras åt gradvis allteftersom verktyget roterar runt rörets omkrets. Varje varv ger rörväggen djupare tills snittet är klart. Denna metod ger ett mycket rent, fyrkantigt snitt utan gnistor eller värme, vilket gör den idealisk för koppar-, tunnväggiga stål- och plaströr i VVS- och VVS-applikationer. Begränsningen är att skärningen pressar ihop röränden något, vilket skapar en invändig grad som måste avlägsnas med en brotsch innan gängning eller sammanfogning.
Slipmaskiner
Slipmaskiner (kapsågar eller skivskärare) använder ett roterande sliphjul för att snabbt skära igenom röret. De kan hantera härdade rörmaterial och större diametrar som en roterande fräs inte kan hantera, men de genererar värme, gnistor och en grov skärkant som vanligtvis kräver slipning eller filning för att städa upp. Dessa maskiner är vanliga i tillverkningsbutiker och byggarbetsplatser där hastighet är viktigare än skärkvalitet, och där efterföljande operationer som svetsning kan ta emot en något mindre exakt slutförberedelse.
Bandsåg rörskärare
Bandsågar använder ett kontinuerligt tandat blad för att skära röret rent och utan att generera värmen från en slipskiva. De ger en platt, relativt ren snittyta och kan användas på ett bredare urval av material, inklusive rostfritt stål och aluminium. Verkstadsrörsbandsågar inkluderar ofta rörskruvar och geringsstängsel för att säkerställa exakta skärvinklar, vilket är särskilt viktigt för vinklade röranslutningar i strukturella eller arkitektoniska tillämpningar.

Pipe Grooving Machines: Förbereda rör för spårade kopplingar
Rörspårmaskiner skär eller rullar ett spår i den yttre omkretsen av en rörände, vilket gör att spårförsedda mekaniska kopplingar kan installeras utan svetsning eller gängning. Denna sammanfogningsmetod – utvecklad främst för brandsläckningssystem, industriella processrör och HVAC – gör att rörsystem kan monteras och demonteras mycket snabbare än gängade eller flänsförsedda anslutningar, vilket gör den populär för stora kommersiella och industriella installationer där underhållsåtkomst och installationshastighet är prioriterade.
Det finns två typer av räfflor: skärande räfflor som tar bort material för att skapa räfflor och rullräfflor som kallformar räfflor utan att ta bort material. Rullspårning går snabbare och bevarar rörväggens tjocklek i spårområdet, men det kräver att rörväggen är tillräckligt tjock för att deformeras utan fel. Kapad spårning används där röret är för tunt för valsspår eller där spårdimensionerna kräver större precision. Rörspårmaskiner som är designade för användning på arbetsplatsen är vanligtvis bärbara, elektriska och kan spåra rör i stål, rostfritt och aluminium från 1 tum upp till 12 tum eller större.
Branscher som är beroende av rörmaskiner
Rörmaskiner tjänar nästan alla industrier som förflyttar vätska, gas eller fast material genom slutna system. De specifika maskintyperna och konfigurationerna som används varierar avsevärt beroende på applikation.
- VVS och mekanisk entreprenad: Elektriska rörgängningsmaskiner är kärnverktyget för att skära gängor på svartjärn och galvaniserat stålrör som används i vattenförsörjning, gasdistribution och brandskyddssystem. Bärbara modeller reser från plats till plats med besättningen; stationära verkstadsmaskiner stödjer prefabricering av kompletta rörspolar.
- VVS-system: Rörbockningsmaskiner formar kopparrör för kylmedelsledningar och stålrör för kylvatten och kondensorsystem. Kompression och roterande dragböjning ger de standardiserade böjar som behövs i kanalsystem och röraggregat, medan räfflor förbereder rör med större diameter för räfflade kopplingsanslutningar.
- Olja och gas: Högtrycksprocessrör i raffinaderier, petrokemiska anläggningar och transmissionssystem kräver exakt gängning och ändförberedelse. Stora stationära gängmaskiner hanterar rör med tunga väggar och stor diameter i kvaliteter som är för tuffa för bärbar utrustning. Induktionsbockningsmaskiner används för att böja rör med tunga väggar i specifika vinklar för riktningsändringar utan att kompromissa med rörets tryckklassificering.
- Biltillverkning: CNC roterande dragbockningsmaskiner producerar avgassystem, chassirör, rullburkomponenter, bränsleledningar och hydraulledningar med exakta 3D-geometrier och undergradig noggrannhet. Höga produktionsvolymer gör full automatisering avgörande i denna sektor.
- Flyg och rymd: Dornböjning på CNC-maskiner producerar hydraul- och bränsleledningar i aluminium-, titan- och rostfria stålrör. Toleranskraven är extremt snäva - ofta ±0,5° per krök - och rörväggen måste stödjas helt under böjning för att förhindra ovalisering eller kollaps.
- Konstruktion och strukturell tillverkning: Rullbockningsmaskiner formar strukturellt stålrör till böjda arkitektoniska element, ledstänger och bågar med stor radie. Hydrauliska rörbockare hanterar de tunga väggkonstruktionssektionerna som används i byggnadsställningar, byggnadsramar och brokomponenter.
- Brandskydd: Installation av sprinklersystem förlitar sig starkt på bärbara rörgängningsmaskiner och rörspårutrustning för att förbereda stålrör för de gängade eller spårade kopplingarna som förbinder systemets distributionsnät.
Hur man väljer rätt rörmaskin för ditt jobb
Rätt rörmaskin beror på fem praktiska faktorer: vilken typ av operation som behövs, rörmaterial och diameterintervall, arbetsvolymen, arbetsplatsens förhållanden och budget. Att köpa fel kategori av maskin – eller rätt kategori men fel kapacitet – resulterar i antingen en maskin som inte klarar arbetet eller ett överspecificerat verktyg som kostar mycket mer än vad applikationen motiverar.
Matcha maskinen till driften
Börja med att identifiera exakt vad som behöver göras med röret. Gängning, bockning, skärning och spårning är distinkta operationer som kräver distinkta maskiner - även om vissa stationära gängmaskiner integrerar en rörskärare och brotsch i samma enhet. Köp inte en gängmaskin när ditt jobb kräver bockning, och välj inte en kompressionsbockare när dina rördimensioner och böjradier kräver roterande dragning. Att inte matcha maskintypen med uppgiften ger nästan alltid felaktiga resultat oavsett förarens skicklighet.
Bekräfta rörstorlek och materialkompatibilitet
Varje rörmaskin har en nominell kapacitet efter rördiameter och materialtyp. En elektrisk gängningsmaskin klassad till 2 tum på standardstål kommer att överbelastas av 3-tums rostfritt, även om röret fysiskt passar i chucken. Kontrollera alltid maskinens kapacitet mot det tyngsta, största och hårdaste röret du kommer att stöta på vid regelbunden användning - inte bara det genomsnittliga fallet. För bockningsmaskiner spelar väggtjocklek lika stor roll som diameter: ett tunnväggigt rör som kollapsar med en snäv radie i en maskin kan kräva en dornbockare eller en annan formkonfiguration för att ge en acceptabel böjning.
Volym och användningsfrekvens
Trådvolym är en av de tydligaste valsignalerna som finns. Färre än tio trådar per dag är i allmänhet hanterbart med en manuell eller lätt bärbar elektrisk trädare. Över tjugo trådar per dag, tidsbesparingar och minskad trötthet för föraren från en fullfjädrad stationär elektrisk maskin motiverar den högre kostnaden. För bockning behöver en tillverkningsbutik som kör flera stycken per timme en CNC-maskin med automatiserad hantering; ett underhållsteam som böjer rör några gånger i veckan är väl betjänta av en hydraulisk bärbar bockare.
Portabilitet och arbetsplatsvillkor
Om arbetet sker på flera platser - byggarbetsplatser, industrianläggningar, bostadsjobb - är portabilitet ett primärt krav. Bärbara elektriska gängmaskiner och kompakta hydrauliska bockare är designade för detta: de är lätta nog att bäras av en person, kan snabbt ställas upp på ojämnt underlag och inkluderar ofta integrerade stativ eller bärväskor. Verkstadsmaskiner offrar portabilitet för kapacitet, precision och inbyggda hjälpfunktioner som automatisk olja, spånuppsamlingsbrickor och integrerade rörskärare.
Dysstandarder och reservdelar tillgänglig
Gängmaskiner skär gängor till specifika standarder - NPT, BSPT eller metriska - och formarna måste matcha den standard som används på din marknad. Att köpa en maskin designad för en gängningsstandard och använda den på en marknad som förväntar sig en annan skapar kompatibilitetsproblem vid varje anslutning. Innan du köper någon rörgängningsmaskin, bekräfta att ersättningsdynor (även kallade chasers) i de rörstorlekar du använder mest är lätt tillgängliga från lokala leverantörer. En maskin är bara så användbar som de skärverktyg den accepterar, och stanstillgängligheten bör väga lika tungt i köpbeslutet som det ursprungliga maskinpriset.
Användningstips och vanliga misstag att undvika
Även en högkvalitativ rörmaskin ger dåliga resultat vid felaktig användning. Dessa är de vanligaste felen som upptäcks i fält, tillsammans med praktisk vägledning om hur man undviker dem.
Hoppa över skärolja - eller använda fel
Skärolja är inte valfritt på en rörgängningsmaskin. Den kyler stansarna, smörjer snittet och spolar bort metallspån från skäreggen. Torrgängning överhettar formarna inom några minuter, vilket ger trasiga, grova gängor och förkortar matrisens livslängd dramatiskt. Använd gängningsspecifik skärolja - vanlig maskinolja eller universalsmörjmedel ger inte tillräckligt skydd för den aggressiva skärverkan av gängverktyg. Applicera olja generöst i början av gängningen och fyll på vartannat varv på manuella maskiner, eller kontrollera att det automatiska oljningssystemet fungerar innan du startar på en elektrisk maskin.
Gänga korroderade, smutsiga eller smutsiga rör
Rörändens tillstånd påverkar direkt gängkvaliteten. Kraftig ytrost skapar ojämnt skärmotstånd som ger inkonsekvent gängdjup. Inre och yttre grader från skärprocessen fastnar i formarna och ger grova fläckar som kanske inte tätar ordentligt. Före gängning, rengör alltid röränden, ta bort all synlig rostskala och brotsch den inre kanten med en rörbrottsch för att ta bort borret som lämnats av snittet. Detta lägger mindre än en minut till processen och förbättrar trådens konsistens dramatiskt.
Användning av slitna eller skadade verktyg
Gängformar är förbrukningskomponenter som slits vid användning. När skäreggarna mattas blir trådarna grova, utom tolerans och mer benägna att läcka. Tunga användare bör inspektera dies varje vecka; alla användare bör byta ut dem när trådarna visar synliga ojämnheter eller när en gängmätarkontroll visar att tråden håller på att ta slut. Att fortsätta att använda slitna stansar ger defekta anslutningar som kan klara ett trycktest initialt men misslyckas i förtid under drift.
Böjning av rör utan tillräckligt stöd
På bockningsmaskiner är det vanligaste felet att man försöker en bockning utan korrekt formkonfiguration eller internt stöd för röret som bearbetas. Tunnväggigt rör böjt på en roterande dragmaskin utan dorn kollapsar vid den inre radien. Rör som böjs förbi maskinens nominella kapacitet för den stansradien ger tillplattning på utsidan av böjen och skrynkling på insidan. Anpassa alltid munstycksradien till rörets diameter-till-vägg-tjockleksförhållande, och använd en dorn när röret är tunnväggigt eller böjradien är snäv i förhållande till rördiametern.
Försummar rutinunderhåll
Rörmaskiner fungerar i dammiga, oljiga och ofta våta förhållanden som påskyndar slitaget på rörliga delar. En grundläggande underhållsrutin – rengöring av metallspån från maskinen efter varje användning, smörjning av rörliga delar enligt tillverkarens schema, kontroll och åtdragning av lösa bultar efter transport och inspektion av elektriska anslutningar med jämna mellanrum – förlänger maskinens livslängd avsevärt och förhindrar den typ av haveri i mitten av jobbet som är mycket dyrare än vanlig förebyggande vård. Förvara gängmaskiner på ett torrt ställe och applicera ett lätt lager olja på formarna före förvaring för att förhindra rost mellan användningarna.





