


Vad är TBM-tillverkning och varför spelar det någon roll?
TBM-tillverkning avser konstruktion och produktion av tunnelborrmaskiner - massiva, högspecialiserade utrustningar som används för att gräva ut tunnlar genom sten, jord, lera och blandade markförhållanden. Dessa är bland de mest komplexa maskinerna som någonsin byggts, och kombinerar banbrytande mekanik, hydraulik, elektronik och materialvetenskap till ett enda integrerat system som kan väga allt från några hundra ton för en liten tunnelmaskin till över 7 000 ton för ett projekt med stor diameter på tunnelbanan eller motorvägstunneln. Tillverkningsprocessen för tunnelborrningsmaskiner är inte som att producera de flesta industriella utrustningar - varje maskin är i själva verket ett specialprojekt konstruerat för att möta de specifika geologi-, diameter-, inriktnings- och foderkraven för ett enda tunnelkontrakt.
Den globala efterfrågan på TBM har växt stadigt i decennier, driven av massiva infrastrukturinvesteringar i tunnelbana, vägtunnlar, vattenförsörjning och avloppsinfrastruktur, vattenkraftstunnlar och underjordiska logistiknätverk. Städer från London till Mumbai till Los Angeles använder aktivt TBM för att bygga underjordisk infrastruktur utan att störa ytlivet. Denna efterfrågan har skapat en global konkurrenskraftig TBM-tillverkning industrin domineras av en handfull stora tillverkare som kan leverera skräddarsydda maskiner konstruerade och byggda för extraordinära precisionstoleranser på kontraktstidslinjer som kan sträcka sig över 18 månader eller mer.
Typer av tunnelborrmaskiner och hur de tillverkas olika
TBM-tillverkning är inte en enda produktionsprocess – det är en familj av relaterade men distinkt olika maskinkonstruktioner, var och en konstruerad för specifika markförhållanden. Den typ av TBM som väljs för ett projekt formar i grunden tillverkningsomfånget, komponentspecifikationerna och monteringskomplexiteten.
Hard Rock TBM (Gripper TBM)
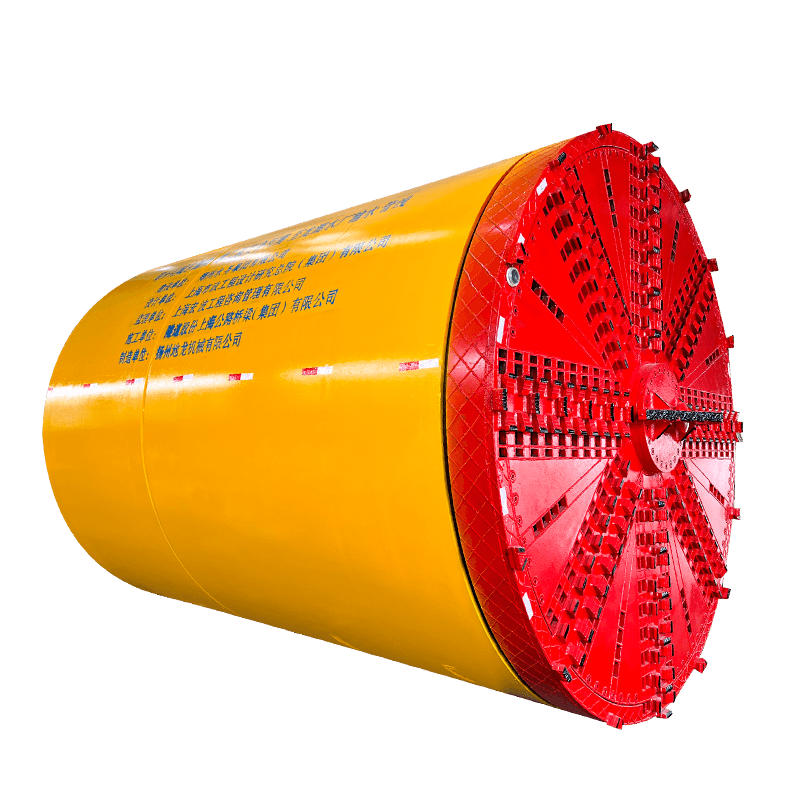
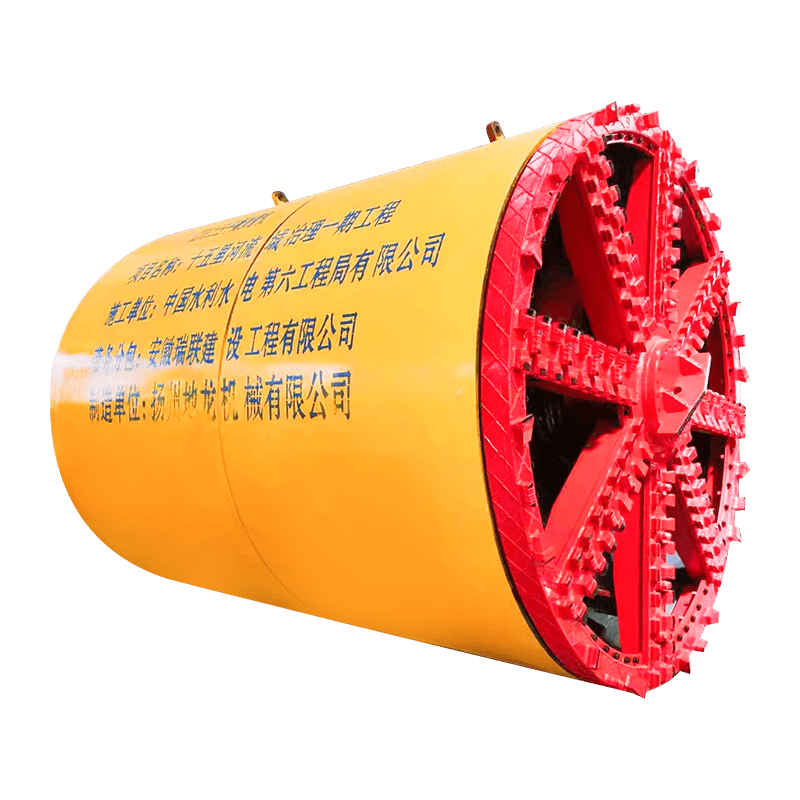
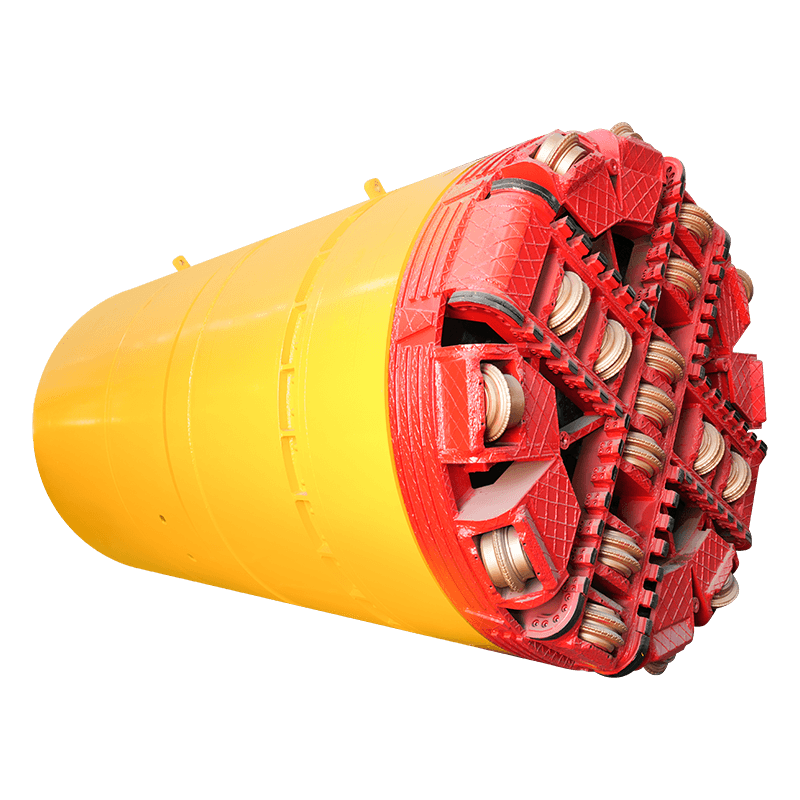
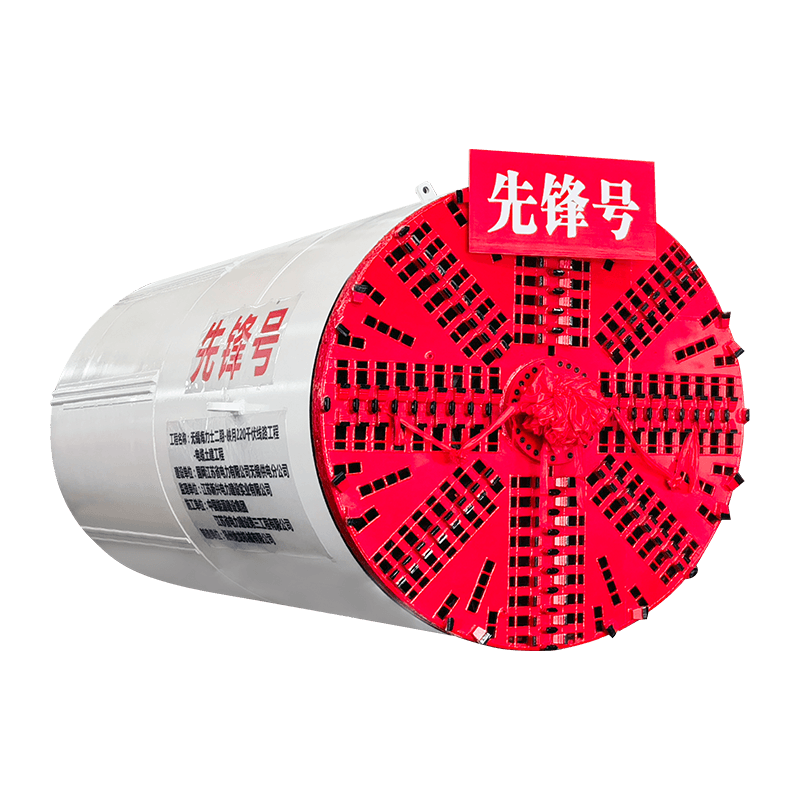
Gripper TBM är designade för tunnling genom fast, kompetent berg som granit, basalt och kalksten. Maskinen avancerar genom att trycka det roterande skärhuvudet mot bergytan medan hydrauliska gripdon sträcker sig i sidled för att stödja mot tunnelväggarna, vilket ger den reaktionskraft som behövs för framdrivning. Tillverkning av en gripare TBM fokuserar på att producera ett extremt robust skärhuvud - vanligtvis tillverkat av höghållfast stålplåt med exakt placerade skivkutterhus - och en kraftfull huvudlagerenhet som kan överföra enorma dragkrafter samtidigt som den roterar kontinuerligt. Skivskärare på hårdrocksmaskiner är precisionskonstruerade hårdmetallkomponenter som måste tillverkas med snäva dimensionstoleranser för att säkerställa jämnt slitage över skärhuvudets yta.
Maskiner för jordtrycksbalans (EPB).
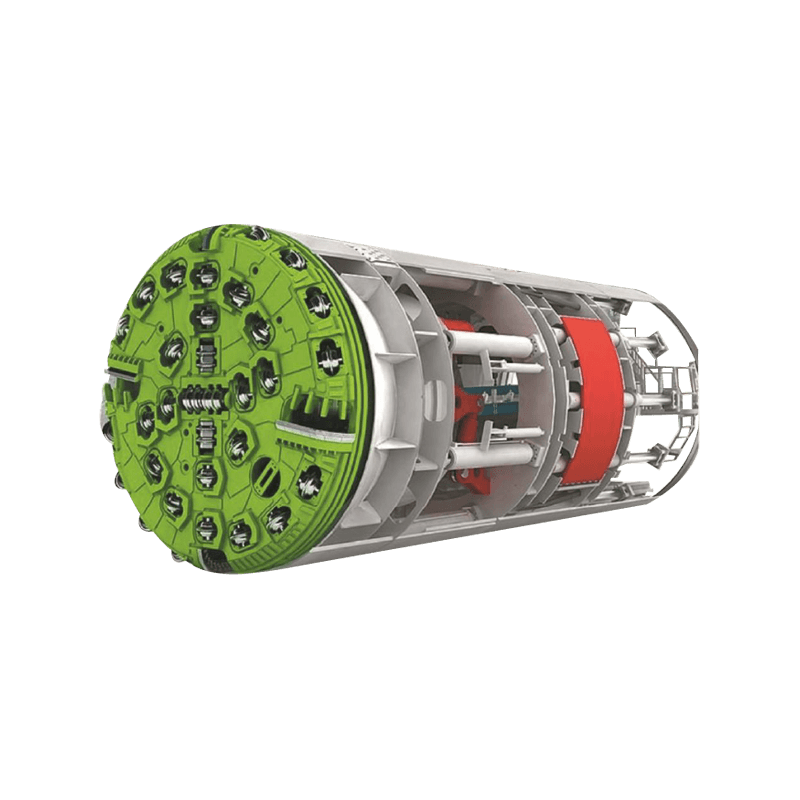
EPB-maskiner är arbetshästen för urban tunneling i mjuk mark, blandad jord och vattenförande förhållanden. De använder själva det utgrävda materialet - konditionerat med skum-, polymer- eller bentonittillsatser - för att upprätthålla ansiktstrycket och förhindra marksättning ovanför tunneln. Tillverkningskomplexiteten hos en EPB TBM är centrerad på skruvtransportörsystemet som styr materialutvinningshastigheten för att balansera yttrycket, skuminsprutningssystemet integrerat i skärhuvudet och sköldkroppen som måste motstå hela jord- och vattentrycket i den omgivande marken. Skärhuvudsgeometrin för EPB-maskiner skiljer sig fundamentalt från hårdrockskonstruktioner - den innehåller skrapor, skopor och markkonditioneringsportar snarare än skivskärarhus.
Slurry Shield TBM
Slurry TBM används i lös, vattenmättad mark där även EPB-ansiktskonditionering är otillräcklig för att bibehålla stabiliteten. De upprätthåller yttrycket med hjälp av en trycksatt bentonitslurry som fyller utgrävningskammaren, uppburen av ett skott bakom skärhuvudet. Uppslamning pumpas upp till ytan genom en rörledning, bearbetas i en separationsanläggning för att avlägsna skräp och recirkuleras tillbaka till ytan. TBM-tillverkning för slurrymaskiner innebär att separeringsanläggningen tillverkas som en del av den övergripande systemomfattningen - en ytterligare ingenjörsutmaning som involverar hydrocykloner, centrifuger och slurrypumpningsinfrastruktur förutom själva maskinen.
TBM med blandad mark och variabel densitet
Några av de mest komplexa TBM som någonsin tillverkats är maskiner designade för blandade förhållanden - tunnlar som passerar genom både berg och mjuk mark inom samma tunneltvärsnitt, eller som övergår mellan hårda berg och mjuka markzoner längs linjen. Dessa TBM:er med variabel densitet eller blandad mark måste innehålla både skivskärare och skärverktyg för mjuk mark i samma skärhuvud, med konvertibla schaktkammare som kan växla mellan EPB- och hårdbergslägen under körningen. Att tillverka dessa maskiner kräver att man löser samtidiga motstridiga designkrav som pressar TBM-teknik till dess gränser.
Kärnkomponenter tillverkade i varje TBM
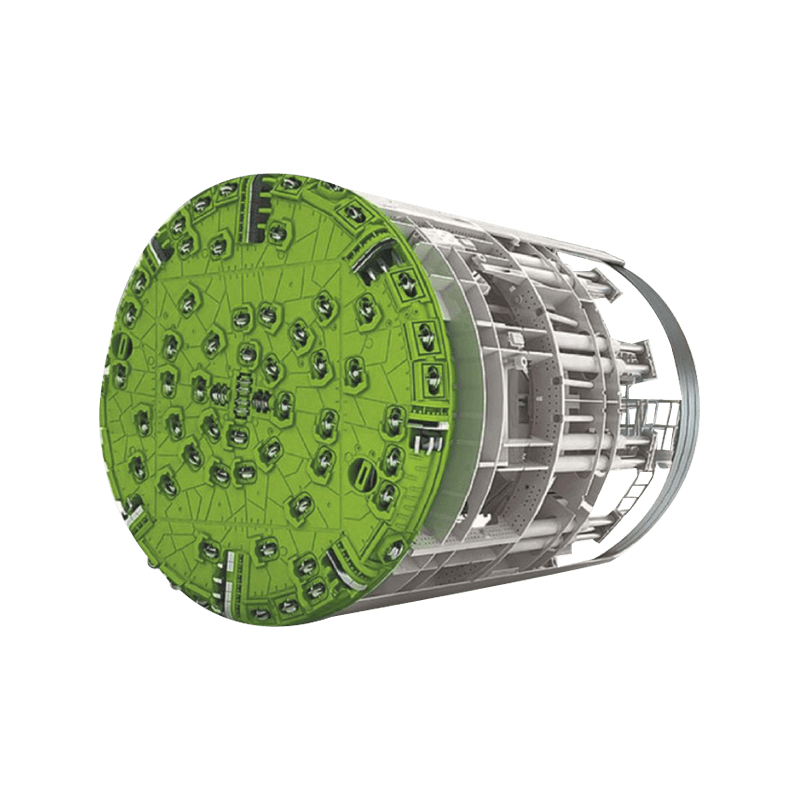
Oavsett typ delar varje tunnelborrmaskin en uppsättning grundläggande delsystem som måste designas och tillverkas för att fungera tillsammans som ett exakt integrerat system. Att förstå dessa kärnkomponenter förklarar varför TBM-tillverkning är så tekniskt krävande och tidskrävande.
| Komponent | Funktion | Nyckeltillverkningsutmaning |
| Skärhuvud | Gräver ut tunnelytan genom att rotera mot sten eller jord | Strukturell integritet under kombinerade dragkrafts- och vridmomentbelastningar; skärverktygets positioneringsnoggrannhet |
| Huvudlagerenhet | Stöder klipphuvudet och överför dragkraft och vridmoment | Lagrets livslängd under långvarig hög belastning; tätning mot markföroreningar |
| Sköldkropp | Skyddar arbetare och utrustning; tillhandahåller strukturella bostäder | Precisionsrundhet för segmentuppställning; marktryckmotstånd |
| Tryckcylindersystem | Drar maskinen framåt mot installerad tunnelbeklädnad | Synkroniserad slagkontroll över alla cylindrar; tätningens tillförlitlighet |
| Segmentuppställare | Plockar och installerar prefabricerade betongfodersegment | Positioneringsnoggrannhet; vakuumsystem tillförlitlighet; lastkapacitet |
| Drivmotorer och växellådor | Driv klipphuvudets rotation | Effekttäthet i trångt utrymme; termisk hantering |
| Hydraulisk kraftenhet | Driver alla hydraulsystem inklusive dragkraft och erektor | Systemintegration; redundans; värmeavvisande i slutna utrymmen |
| Styr- och styrsystem | Navigerar i tunnelinriktningen och övervakar alla system | Noggrannhet i GPS-nekad underjordisk miljö; dataintegration i realtid |
TBM-tillverkningsprocessen steg för steg
Processen att tillverka en tunnelborrmaskin från kontraktstilldelning till fabriksacceptanstestning är ett långt, flerstegs ingenjörs- och produktionsprogram. Att förstå sekvensen förtydligar varför leveranstider för TBM vanligtvis är 12–24 månader även för erfarna tillverkare med etablerade leveranskedjor.
Steg 1 — Geoteknisk analys och projektkravsanalys
Innan en enskild komponent designas utför TBM-tillverkarens ingenjörsteam en detaljerad analys av de geotekniska undersökningsdata som tillhandahålls av kunden. Detta inkluderar borrhålsloggar, stenhållfasthetsparametrar, grundvattentryckprofiler, nötningstestresultat och markpermeabilitetsdata längs hela tunnelsträckningen. Denna analys driver direkt klipphuvudets design, dimensionering av axialsystemet, lagerspecifikation och markkonditioneringssystemets konfiguration. En maskin designad baserat på felaktiga eller otillräckliga markdata kommer att underprestera eller misslyckas - den geotekniska analysen är grunden på vilken hela konstruktionen bygger.
Steg 2 — Custom Engineering and Design
Med markförhållanden etablerade utvecklar ingenjörsteamet den kompletta TBM-designen med hjälp av avancerad 3D CAD-mjukvara och finita elementanalys. Skärhuvudets konstruktion analyseras för kombinerade dragkrafts- och vridmomentbelastningsscenarier. Huvudlagrets livslängdsberäkningar utförs med ISO 281 lagerlivslängdsteori anpassad för TBM-specifika lastspektra. Sköldkroppens rundhetstoleranser ställs in baserat på segmentfodrets geometri. Varje större svets i den strukturella tillverkningen är designad och dokumenterad enligt relevanta strukturella koder. Bara denna designfas tar vanligtvis tre till fem månader för en TBM med stor diameter och producerar tiotusentals tekniska ritningar och specifikationer.
Steg 3 — Materialanskaffning och leveranskedja
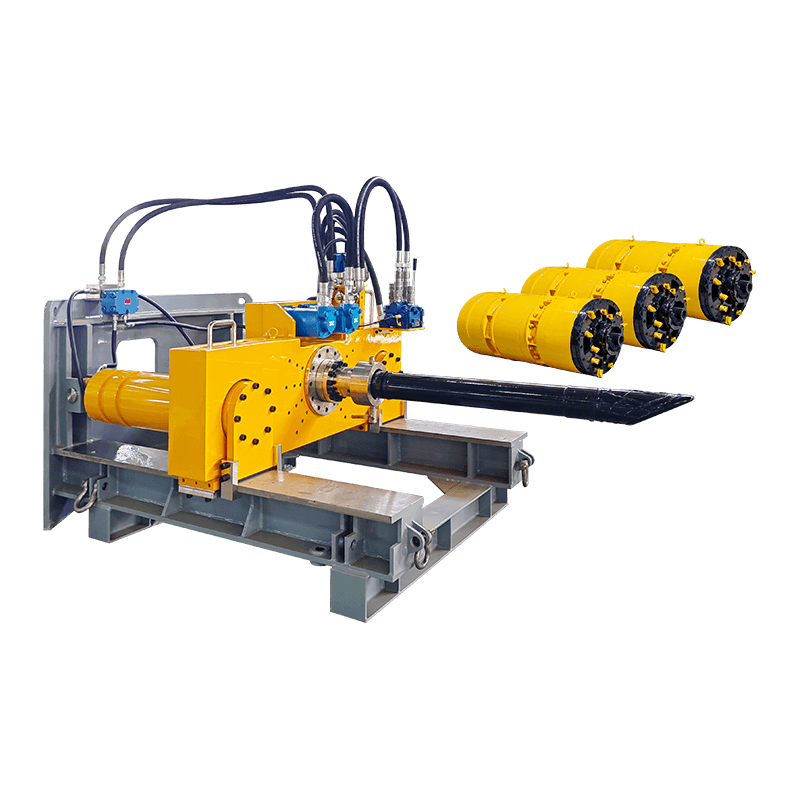
TBM-tillverkning kräver ett enormt utbud av specialiserade material och komponenter, av vilka många har långa ledtider för inköp. Höghållfast konstruktionsstålplatta för skärhuvudet och sköldkroppen, svänglager med stor diameter, planetväxellådor med högt vridmoment, hydraulcylindrar tillverkade enligt exakta slag- och tryckspecifikationer och specialiserade tätningssystem kräver alla tidig upphandling för att undvika försening av tillverkningen. Huvudlagerenheten – en massiv svängring som kan överstiga tre meter i diameter för en stor TBM – har ofta en fristående tillverkningstid på sex till nio månader och är vanligtvis den kritiska vägen i hela TBM-leveransschemat.
Steg 4 — Strukturell tillverkning
Den strukturella tillverkningen av en TBM involverar skärning, formning och svetsning av tunga stålplåtssektioner i de stora strukturella enheterna - skärhuvudet, främre skölden, bakre skölden och släpande kugghjulskomponenter. Detta arbete utförs av certifierade konstruktionssvetsare som använder förkvalificerade svetsprocedurer och inspekteras genom oförstörande tester inklusive ultraljud, magnetiska partiklar och röntgenundersökningar. Dimensionell kontroll under tillverkningen är kritisk - sköldkroppen måste vara rund till inom snäva toleranser så att tunnelbeklädnadssegment kan installeras med konsekvent spaltgeometri. Stora strukturella sammansättningar bearbetas efter tillverkning för att uppnå de erforderliga gränssnittstoleranserna vid matchande ytor.
Steg 5 — Mekanisk och hydraulisk montering
Med den strukturella tillverkningen färdig, monteras maskinen successivt med sina mekaniska, hydrauliska och elektriska system. Huvudlagret är installerat och åtdraget enligt specifikation. Drivmotorer och växellådor är monterade och inriktade. Tryckcylindersystemet är installerat och alla cylindrar trycktestas individuellt innan de ansluts till hydraulaggregatet. Segmentuppställningsarmen monteras och dess räckvidd, hastighet och lastkapacitet verifieras. Styrsystemet är kopplat och integrerat, med alla sensoringångar och ställdonutgångar verifierade mot styrlogikdokumentationen. Denna monteringsfas är intensiv med kvalificerad arbetskraft – TBM-montering kräver tekniker som förstår den fullständiga systemintegrationen, inte bara installation av enskilda komponenter.
Steg 6 — Fabriksacceptanstestning
Innan en TBM lämnar fabriken genomgår den ett omfattande Factory Acceptance Test (FAT) som bevittnas av kunden och deras tekniska representanter. FAT verifierar att alla system fungerar enligt specifikation under kontrollerade förhållanden - klipphuvudets rotationshastighet och vridmoment, axialcylinderkraft och slaglängd, segmentupprättares räckvidd och belastningskapacitet, hydraulsystemets tryck och flöde, elektriska systemfunktioner och kontrollsystemets svar. Styrsystemet är kalibrerat och verifierat. Eventuella brister som identifierats under FAT måste åtgärdas innan maskinen godkänns för transport. FAT-posten blir en del av maskinens permanenta dokumentation och refereras till under hela dess livslängd.

Precisionstekniska standarder i TBM-produktion
Precisionskraven för TBM-tillverkning konkurrerar med tung flyg- och försvarsutrustning. Dessa toleranser är inte godtyckliga – de påverkar direkt maskinens förmåga att bygga en tunnel till den specificerade inriktningen, installera fodersegment utan skador och bibehålla vattentäta fogar mellan segmenten under tunnelns livslängd.
- Skärhuvudets rundhet: Skärhuvudets ytterdiameter måste vara inom ±2–3 mm från den nominella håldiametern för att bibehålla den designade överskärningen och förhindra att skölden fastnar i marken. För att uppnå denna tolerans i en tillverkad stålkonstruktion som är fem till tolv meter i diameter krävs noggrann sekvensering av svetsoperationer för att kontrollera distorsion och eftersvetsningsbearbetning av kritiska gränsytor.
- Huvudlagersätets bearbetning: Husets hål och axeltapp som lokaliserar huvudlagerenheten måste bearbetas till toleranser inom området IT6–IT7 (0,010–0,025 mm) och inspekteras med hjälp av precisionskoordinatmätmaskiner. Felaktig lagersätesgeometri minskar lagrets livslängd dramatiskt och kan orsaka för tidigt utmattningsbrott djupt under jord - ett extremt dyrt och tidskrävande reparationsscenario.
- Sköldkroppens cirkulärhet: De främre och bakre sköldsegmenten måste monteras och bearbetas till en cirkulär tolerans, vanligtvis inom 5–10 mm över hela diametern, för att säkerställa att det ringformiga gapet mellan skölden och de installerade fodersegmenten är konsekvent runt omkretsen. Denna konsistens är avgörande för effektiviteten i svanshuden – borstarna och fettet som tätar gapet mellan sköldens svans och fodret måste ha jämn kontakt för att förhindra att grundvatten tränger in.
- Synkronisering av tryckcylinderslag: I en stor TBM måste 30–50 individuella tryckcylindrar dras ut och dras in i exakt koordinerade grupper för att kontrollera maskinens lutning och girning när den styr längs tunneln. Cylindrarna måste tillverkas med konsekventa slagtoleranser och kontrollsystemet måste kalibreras för att bibehålla positionssynkronisering inom några millimeter över hela cylinderslaget.
- Skivskärarhus läge: På TBM:er för hårt berg måste positionen för varje skivskärshölje i skärhuvudet ställas in exakt till den designade skärradien, vilket säkerställer att alla fräsar på samma radie följer samma spår i bergytan. Positionsfel i fräsavståndet orsakar överbelastade enskilda fräsar och accelererat slitage, vilket minskar fräsens livslängd och ökar frekvensen av tidskrävande fräsbyten under jord.
Nyckelteknologier som driver modern TBM-tillverkning
Det senaste inom tillverkning av tunnelborrmaskiner har utvecklats avsevärt under de senaste decennierna, drivet av kraven från allt mer utmanande tunnelprojekt och integrationen av digitala ingenjörsverktyg som var otillgängliga för tidigare generationer av TBM-designers.
Digital tvilling och simulering
Ledande TBM-tillverkare utvecklar nu helt digitala tvillingmodeller av varje maskin innan tillverkningen påbörjas. Dessa modeller integrerar strukturanalys, hydraulisk systemsimulering och styrlogikmodellering för att verifiera systemets prestanda över hela spektrumet av driftsförhållanden som förväntas för det specifika projektet. Digitala tvillingar gör det möjligt för ingenjörer att identifiera gränssnittskonflikter, optimera komponentpositionering och simulera felscenarier innan ett enda stålstycke skärs. Under drift kan den digitala tvillingen kontinuerligt uppdateras med riktiga maskindata för att stödja förutsägande underhåll och felsökning från tillverkarens ingenjörscenter var som helst i världen.
Avancerat skärhuvudmaterial och slitageskydd
Slitage på skärhuvuden är en av de primära faktorerna som begränsar TBM-förskottshastigheten och ökar underhållskostnaderna i slipande mark. Modern TBM-tillverkning innehåller avancerade slitskyddsstrategier inklusive slitknappar av volframkarbid, kromkarbidöverläggsplatta och keramiska kompositslitskär i skärhuvudets områden med högst slitage. Valet och placeringen av slitageskydd analyseras nu med hjälp av beräkningsvätskedynamik och diskret elementmodellering för att förutsäga slitagemönster för projektets specifika jord- och bergförhållanden, vilket gör att skyddet kan koncentreras där det behövs som mest i stället för att tillämpas enhetligt.
Automatiserad svetsning och robottillverkning
Även om mycket av TBM-tillverkningen fortfarande är beroende av mycket skickliga manuella svetsare, har integrationen av automatiserade svetssystem förbättrat svetskonsistensen och produktiviteten i svetsfogar med stora volymer. Robotsvetsceller används för repetitiva struktursvetsar i skärmkroppspaneler och ekersektioner där konsekvent svetsgeometri är avgörande. Nedsänkt bågsvetsning används ofta för tunga stumsvetsar i tjocka plåtsektioner, vilket ger djup penetrering och höga avsättningshastigheter med pålitlig kvalitet. Dessa automatiserade processer frigör skickliga svetsare att fokusera på komplexa åtkomstfogar där deras expertis tillför störst värde.
Prestandaövervakningssystem i realtid
Samtida TBM:er är utrustade med hundratals sensorer som övervakar allt från individuell axialcylinderkraft till huvudlagrets temperatur, klipphuvudets vridmoment, yttrycket, insprutningstrycket för baktätningens fett och segmentupprättarens position. Dessa data loggas i realtid, visas för operatören, överförs till projektingenjörens kontor och delas i många fall säkert med TBM-tillverkarens ingenjörsteam. Möjligheten att övervaka maskinens prestanda på distans har förändrat hur tillverkare stöder sin utrustning på fältet, vilket möjliggör snabb diagnos av nya problem innan de utvecklas till kostsamma fel.
Globala TBM-tillverkare och var de bygger sina maskiner
TBM-tillverkningsindustrin är koncentrerad till ett litet antal stora internationella tillverkare, var och en med specialiserad ingenjörskapacitet och tillverkningsanläggningar som kan producera de största och mest komplexa maskinerna i världen.
- Herrenknecht AG (Tyskland): Världens största TBM-tillverkare efter enhetsvolym och intäkter, med huvudkontor i Schwanau, Tyskland. Herrenknecht tillverkar hela sortimentet av TBM-typer från små mikrotunnelmaskiner till slurry- och EPB-maskiner med stor diameter, med stora tillverkningsanläggningar i Tyskland och monteringsverksamhet globalt. De har levererat maskiner för några av världens mest utmanande tunnelprojekt, inklusive Gotthards bastunnel och många tunnelbanesystem över Asien och Mellanöstern.
- The Robbins Company (USA): Ett av de äldsta och mest kända namnen inom TBM-tillverkning, Robbins banade väg för hårdrock-TBM-teknik och är fortfarande ledande inom TBM för helljusgripare för bergtunnlar. De tillverkar och renoverar maskiner på anläggningar i USA och har ett globalt service- och supportnätverk för sin utrustning i drift över hela världen.
- NFM Technologies (Frankrike, en del av Bouygues-gruppen): En fransk TBM-tillverkare med stark expertis inom stadstunnelmaskiner med stor diameter, särskilt slurrysköldar och EPB-typer för utmanande europeiska och internationella projekt. NFM har levererat maskiner för stora tunnelbaneprojekt i Paris, Rom och över hela Sydostasien.
- CREG — China Railway Engineering Equipment Group: Kinas största TBM-tillverkare och nu en av de största i världen i volym, har CREG snabbt utvecklat sin ingenjörs- och tillverkningskapacitet genom en kombination av licensierad teknologi och inhemska FoU-investeringar. CREG levererar majoriteten av TBM:er som används i Kinas massiva pågående tunnelkonstruktionsprogram för tunnelbana och höghastighetståg och har börjat exportera till internationella marknader.
- Kawasaki Heavy Industries och Mitsubishi Heavy Industries (Japan): Båda japanska ingenjörskonglomeraten har långa erfarenheter av TBM-tillverkning, främst för den inhemska japanska marknaden och utvalda exportprojekt. Japansk TBM-tillverkning är känd för extremt hög byggkvalitet och precision, med särskild styrka i sköldmaskinteknik för mjuk mark i stadstunnel.
- Caterpillar (Lovat division, Kanada): Caterpillar förvärvade Lovat, en kanadensisk TBM-tillverkare, och fortsätter att tillverka EPB och flytgödselmaskiner under Caterpillars tunnelvarumärke. Deras maskiner används ofta i nordamerikanska tunnelprojekt för infrastruktur inklusive vattenförsörjning och stadstrafik.
TBM Renovering och Remanufacturing
Ett betydande och växande segment av TBM-tillverkningsindustrin är renovering och återtillverkning av begagnade maskiner för nya tunnelprojekt. Med tanke på den enorma kostnaden för en ny TBM – en maskin med stor diameter kan kosta 15 miljoner till 50 miljoner USD eller mer – utvärderar projektägare och entreprenörer i allt högre grad renoverade maskiner som ett kostnadseffektivt alternativ när projektförhållandena är kompatibla med en befintlig maskins specifikationer.
TBM-renovering innebär vanligtvis demontering av alla större system, inspektion och utbyte av slitagekomponenter, rekonditionering av konstruktionsenheter, översyn av huvudlagret, byte av hydrauliska tätningar och cylindrar samt fullständig ombyggnad av el- och styrsystemen. Vid större renoveringsprojekt kan skärhuvudet omstruktureras för att modifiera fräslayouten för olika markförhållanden, eller så kan skärmdiametern justeras något genom att lägga till eller ta bort stålinsatser i skinnplattan. En väl genomförd renovering kan förlänga maskinens livslängd med ytterligare ett helt projekt och ibland mer, till en bråkdel av kostnaden för en ny maskin.
Utmaningar och framtida trender inom tillverkning av tunnelborrmaskiner
TBM-tillverkning står inför en rad pågående tekniska och kommersiella utmaningar som formar hur industrin utvecklas under det kommande decenniet. Efterfrågan på större, djupare och mer automatiserade tunnellösningar tänjer på gränserna för vad nuvarande TBM-teknik kan åstadkomma och driver betydande FoU-investeringar över hela branschen.
- Öka maskinens diameter: Trenden mot större tunneldiametrar för motorvägs- och kombinerade tunnelbana/vägtunnlar producerar maskiner av extraordinär skala. Maskiner över 15 meter i diameter innebär strukturella och logistiska utmaningar som kräver nya ingenjörslösningar - transport, montering och lansering av sådana maskiner i det begränsade utrymmet av en utskjutningsschakt kräver noggrann planering i varje skede av tillverknings- och leveransprocessen.
- Automatiska fräsbytessystem: Att byta skivfräsar på TBM:er för hårda berg kräver att arbetare går in i schaktkammaren under atmosfäriska eller trycksatta förhållanden för att manuellt byta ut slitna fräsar - en av de mest krävande och farliga uppgifterna inom tunnling. Flera tillverkare utvecklar bytessystem för robotskärare som kan utföra detta arbete på distans, vilket eliminerar arbetarnas exponering för den farliga, trycksatta schaktmiljön. Att utveckla manipulatorer som kan hantera skärvikter som överstiger 200 kg i trånga, våta, förorenade utrymmen är en betydande teknisk utmaning.
- Elektrifiering av drivsystem: Det ökade regulatoriska trycket på underjordisk luftkvalitet och koldioxidutsläpp påskyndar utvecklingen av helelektriska TBM-drivsystem som eliminerar hydraulolja och dieselbaserad kraft från maskinen. Elektriska direktdrivna klipphuvudsmotorer, elektriska tryckcylinderställdon och batteri- eller nätdriven tunnellogistik är alla under aktiv utveckling av stora tillverkare.
- Försörjningskedjans motståndskraft: De senaste årens globala störningar har exponerat sårbarheter i de utökade försörjningskedjor som TBM-tillverkare är beroende av - särskilt för lager med stor diameter, specialiserade hydrauliska komponenter och elektroniska styrsystem. Tillverkare arbetar aktivt med att kvalificera alternativa leverantörer, öka strategiskt komponentlager och i vissa fall ta med tidigare utlagd komponenttillverkning internt för att minska exponeringen för störningar i leveranskedjan.
- AI-assisterad vägledning och autonom drift: Integreringen av artificiell intelligens i TBM-lednings- och kontrollsystem är ett aktivt utvecklingsområde. Maskininlärningsmodeller som tränats på historiska projektdata kan optimera styrparametrar, förutsäga foderringens byggkvalitet och uppmärksamma operatörer på att utveckla markförhållanden innan de orsakar driftsproblem. Helt autonom TBM-drift förblir ett långsiktigt mål, men inkrementell automatisering av rutinmässiga operativa uppgifter används redan i pågående projekt.
Slutliga tankar om TBM-tillverkning
Tillverkning av tunnelborrmaskiner befinner sig i skärningspunkten mellan konstruktionsteknik, precisionsbearbetning, hydraulik, elektronik och materialvetenskap - och den gör det i en skala som få andra industrier kan matcha. Varje TBM som lämnar en fabrik är en specialkonstruerad lösning på en specifik uppsättning geologiska utmaningar och projektutmaningar, och kvaliteten på den konstruktionen och tillverkningen uttrycks i slutändan i hur tillförlitligt maskinen borrar genom jorden, hur konsekvent den installerar en tunnelbeklädnad av hög kvalitet och hur säkert den tar hem arbetare i slutet av varje skift.
När den globala efterfrågan på infrastruktur fortsätter att driva investeringar i underjordsbyggande står TBM-tillverkare inför en spännande och krävande framtid – att leverera maskiner av ökande storlek, komplexitet och teknisk sofistikering samtidigt som de hanterar försörjningskedjor, utvecklar nästa generations ingenjörer och tillverkare och integrerar digital teknik som kommer att definiera hur tunnelborrning ser ut under nästa halvsekel. För alla som är inblandade i tunnelkonstruktion, upphandling eller projektutveckling är det grundläggande att förstå hur dessa extraordinära maskiner är designade och byggda för att fatta välgrundade beslut om en av de mest komplexa och följdriktiga delar av anläggningsutrustning som någonsin skapats.












